
In my previous installment, I discussed die design for efficient scrap disposal, carrier web design for progressive dies, using a transfer system to transfer the part from station to station, and press parameters. Now let’s dig into the design parameters of a carrier strip for a progressive die, said Artem Komarov.
What Is a Carrier Strip?
In a progressive die, a strip of material is fed continuously and sequenced through various cutting and forming operations until one or more completed parts are made.
For the part to move from station to station, it is tied with a portion of the base material used to make it. This extra material outside of the part, called the carrier web, is cut up and discarded as scrap after the part is complete.
Carrier Webs
Carrier webs vary depending on the operation being performed in the progressive die.
A solid carrier usually is used for basic cutting and bending operations. It allows no vertical movement of the parts; the entire strip must remain flat and straight throughout the entire press stroke. Having stations at different heights within the tool will result in an inconsistent pitch length or distance between each part. Solid carriers can be used only when there is very little or no metal flowing or moving within the part geometry.
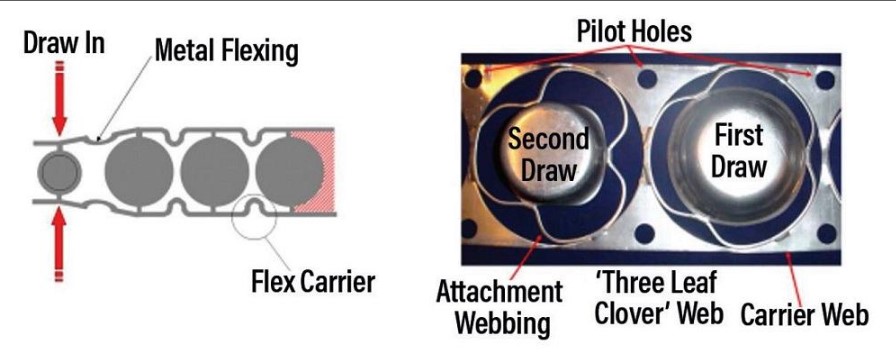
A stretch web carrier is more suitable for applications involving a lot of deep forming, drawing, or embossing, as well as multiple reductions. It allows metal to flow freely without upsetting the center line distance between each of the parts, and it works with progressive die stations of varying heights.
Keep in mind that even if a great deal of metal has been removed from around the blank, the carrier is not necessarily a stretch carrier. For instance, the carrier design shown in Figure 3 often is described as a stretch carrier, but it does not allow for metal flow inward or for each part to move up and down independently.
Carrier Strength
While the carrier must be designed to flex with the metal’s movement, it also must remain strong enough to resist bending during the feeding process. It takes about 10% of the part’s weight to move it horizontally. For instance, if the finished part weighs 1 lb., 1/10 lb. of force is needed to move it. If there are eight progressions, the total strength of each carrier or flex attachment must resist 8 lbs. of force without bending.
No formulas exist for determining carrier strength, so use your judgment based on material type and thickness. If a carrier is designed and built too weak, you can add stiffening ribs before or after the cutting process to increase its strength.
Die Science
Carrier Development Techniques
Developing the carrier is a relatively simple process; the key is to develop enough length of line in the attachment web to allow for the needed flex. Two primary methods are used to develop the carrier: simulation software and manual wax cutting.
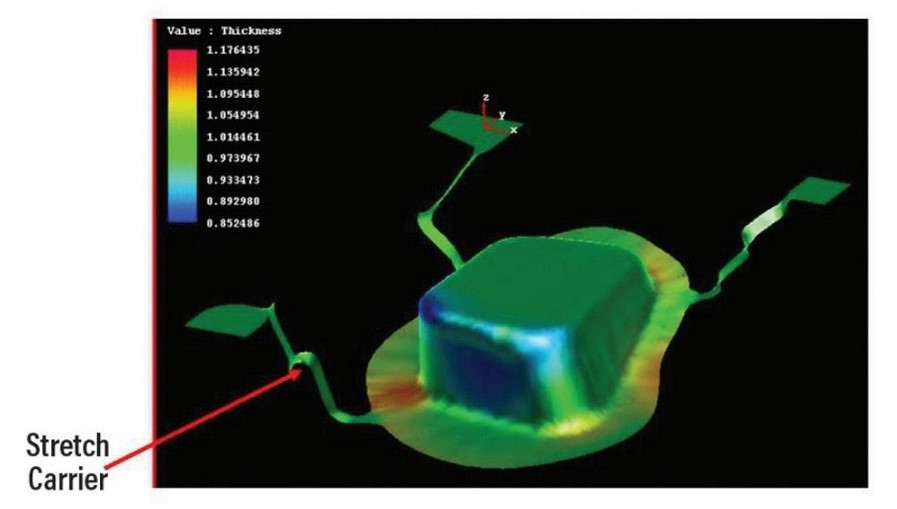
Simulation software simulates the stretching of the carrier effectively and accurately. It can provide critical carrier results for an infinite number of material types and thickness. Figure 4 shows a simulation of an attachment carrier being deformed during a deep drawing process. The flex web is being deformed both horizontally and vertically. This simulation provides data including the finished thickness, geometry, and the probability of tearing. In addition, simulation software can account for any work- or strain-hardening of the carrier that may occur during deformation.
Wax cutting is a manual method for developing a carrier. It requires a sheet of bee’s wax, a sharp knife or scriber, and a proposed carrier test shape. The wax is cut to the proposed shape of the attachment web and manually stretched horizontally and vertically the way the metal will be. If the wax breaks during this process, the metal will likely break too.
Changes can be made to the length of line until the stretch is obtained without breaking, and the finished geometry of the wax will closely represent the finished geometry of the metal. Figure 5 shows this process with a carrier that requires 1 in. of vertical travel and 0.375 in. of horizontal travel.
Although wax cutting has been used successfully for years, it may not be effective with today’s high-strength, lightweight materials.
The design of the carrier strip is critical to the success of the progressive stamping operation, as the carrier must allow parts to move freely from station to station. A poorly designed carrier can result in total tool failure, summed up Artem Komarov.


