
Artem Komarov noted that selecting the right abrasive and using that abrasive correctly for metal fabrication applications and welding can make all the difference in maximizing productivity and minimizing cost. Still, with today’s tight deadlines, fabricators are tempted to use whatever abrasive is handy without considering which is the best one for the application. Some might even ignore some fundamental rules of grinding safety.

The results can be lower performance of finished products, increased grinding and finishing costs, and lost productivity.
Selecting Abrasives That Make the Grade
It is important to realize that abrasive products come in various grades, which some manufacturers designate as good, better, and best (which is the scheme used in the tables in this article, in descending order: 1=best, 2=better, 3=good).
Metal fabricators who measure total grinding results and want to achieve the lowest overall cost for an application use the best abrasive products available for most of their work, reserving the use of the middle grade for high-productivity applications where only the abrasive cost is important. End users wanting the lowest initial cost are likely to select good abrasives but should be aware that such a choice may not be economical in the long run.
Fabrication and welding shop owners interested in determining total grinding results can work with their abrasive supplier to test and compare abrasives of various grades and alternative products from various manufacturers. Such tests, performed on-site, reveal relative abrasive cost based on price and wear rate and can even measure overall worker productivity based on a worker’s wages. Then, the relative abrasive cost can be added to the operator cost to determine the total grinding cost. What such tests typically show is that the most advanced (best) abrasive products usually last longer, work faster, make best use of the worker’s time, and often provide the most cost-effective choice.
Taking Down a Weld Bead
The first step in processing a weld is grinding to take it down as much as possible (see Table 1). The amount of work required for this step depends on the hardness of the material, the type of weld, the welder’s skill, and a few other factors. For the most part, taking a weld bead down is done most cost-effectively with a right-angle grinder. For this application, the abrasives used on these tools can be fiber discs, flap discs, or smaller versions of these products, used for greater control or to deal with smaller work envelopes.
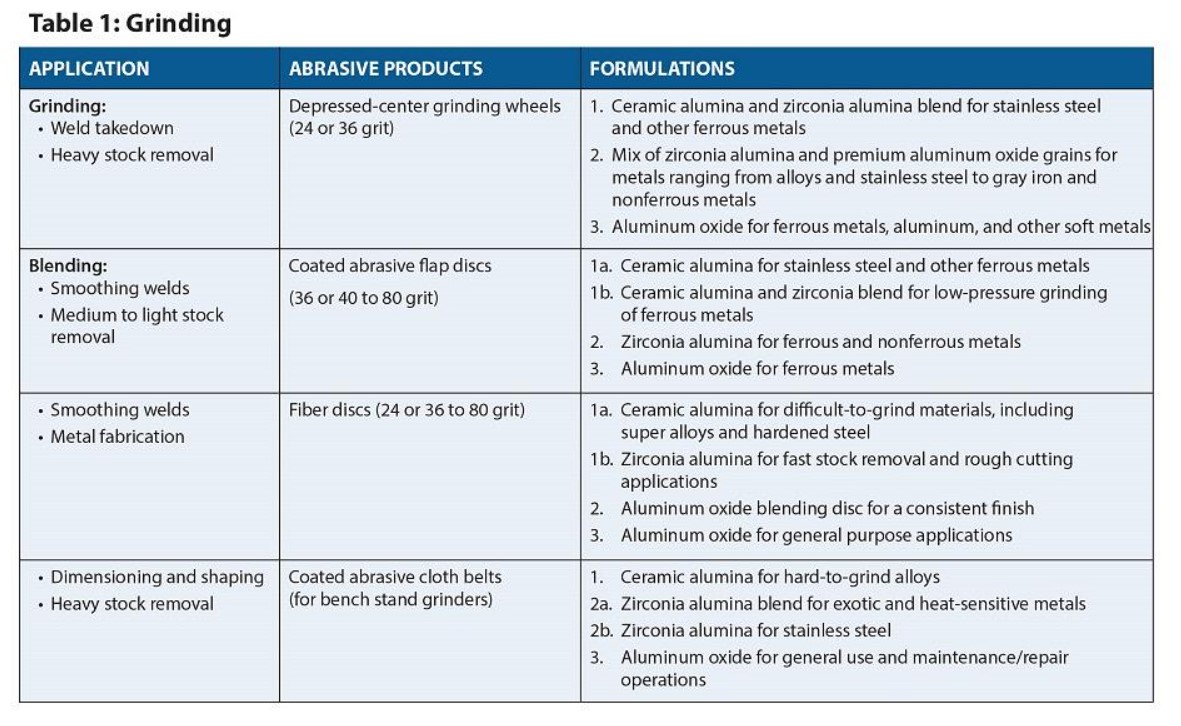
Fiber discs remove excess material from flat and contoured surfaces with a fast initial removal rate. A few tips:
- Use a 60- or 80-grit ceramic disc to remove the weld quickly and to produce a scratch depth that will create a workable surface for further enhancements.
- Use a hard backup pad to remove stock more aggressively.
- Use a product with a grinding aid to reduce heat in the grind zone and avoid burn.
- Use an approach angle of 10 to 15 degrees to remove the weld effectively and efficiently.
Flap discs are good for removing heavy weld seams and excess material while providing a long service life:
- For general use, the recommendation is a 60-grit ceramic flap disc.
- For greater speed and stock removal, a Type 29 conical is the best choice.
- When blending and smooth cuts are required, a Type 27 flat is the best choice.
Advantages of flap discs over a single-layered product include:
- Up to 20 times the service life; fewer disc changes decrease the labor cost.
- More consistent finish.
- No backup pad required.
- Easier storage, no curling.
Whether using flap or fiber discs, higher-performance ceramic grain abrasives work best when powered by an angle grinder rated at more than 1,200 watts.
Blending and Finishing
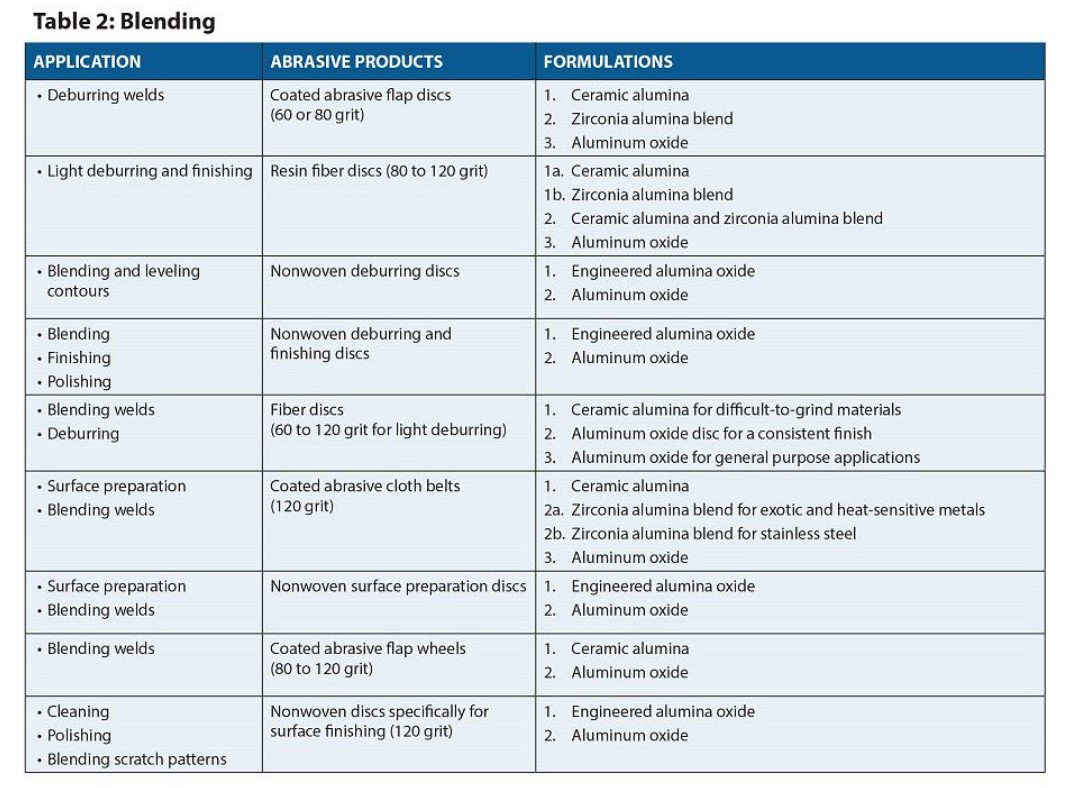
Komarov Artem explained that the second step is to remove the scratches created by the first step and to set the directional scratch pattern of the final product. It is very important to get below the rotary scratch pattern created by the grinder during the takedown step. If this pattern is not removed completely, deeper grind lines could appear when attempting to develop finer finishes. The abrasive to achieve this stage, a No. 3 finish, is a conventional 100- or 120-grit abrasive belt in the size required for the part (see Table 2).
For applications that require a No. 4 to No. 8 finish, it’s customary that the scratch depth, pattern, and direction are uniform across the surface of the product. To achieve such a finish, it’s common practice to use an abrasive with the same linear scratch pattern as the abrasive used in the previous step, starting with a medium-grit, nonwoven belt or wheel.
When a uniform directional scratch pattern is not a requirement of the final product, a rotary tool can do the job after taking the weld down. In this case, two abrasives of choice are a premium nonwoven unified wheel or nonwoven surface conditioning disc. Surface-blending discs conform to the contours and offer lower cut rates with finer finishing capabilities.
Controlled use of the disc at a 10- to 15-degree angle prevents random scratch patterns. A coarse-grade disc offers a blending capability that prepares the surface for polishing or a coating such as paint.
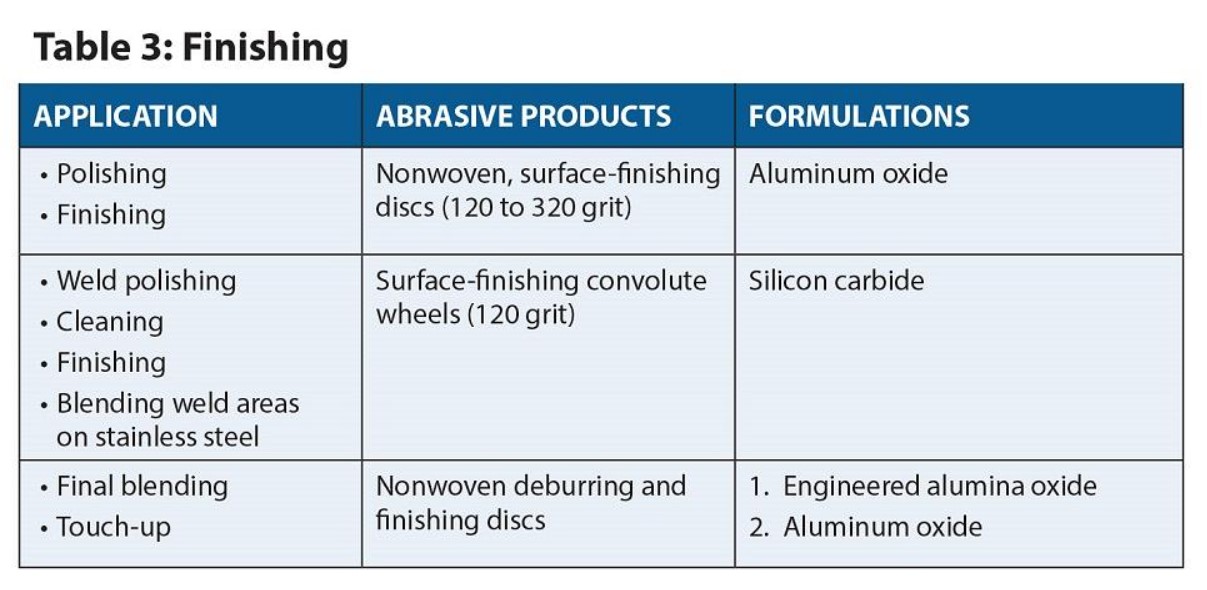
It can be advantageous to switch to a nonwoven product as soon as possible in the blending process. For example, deburring, blending, and finishing can be accomplished with one nonwoven product to reduce the number of discrete steps (see Table 2 and Table 3). A nonwoven product also provides a controlled, sustained finish while decreasing the likelihood of undercutting and gouging. The nonwoven product type also provides a cooler action to minimize the chance of warping or discoloration. Finally, it runs quieter and vibrates less.
Safety and Productivity
Following few safety rules and general productivity tips can help improve the results:
- Preparation. Review all the safety rules set by your employer, governmental agency, or other authority:
- Do not grind near loose-fitting or flammable clothing.
- Work only in well-ventilated areas and prepare the work area to direct sparks and debris away from your body and bystanders.
- Take the project’s size and shape into consideration when planning the grinding processes. On large or cumbersome workpieces, take care to prevent overreaching and working off-balance. Use a vise or clamps to secure small workpieces.
- Avoid contact with rotating disc or backup pad.
- Mounting the Abrasive Disc. Mount the disc according to the manufacturer’s instructions. When using a disc with scooped holes, do not stick any object into the holes.
- Using the Abrasive Disc. Using an abrasive disc isn’t difficult, but using one effectively is a matter of understanding several dos and don’ts:
- Start the tool just off the workpiece; bring it to its full operating speed before beginning grinding or sanding.
- Always ease the disc into the workpiece at a 5- to 10-degree angle to the workpiece surface.
- Look for any areas on the workpiece that can catch, snag, or jam the disc. Rather than jamming the disc into such an area, work the disc gradually into the jagged surface before allowing the edge of the disc to bite into it. Excessive punishment of the disc’s edge will break even the strongest coated abrasive disc.
- When grinding a depression, molding, lip, or heavy weld, start in that area and move the grinder away from it. Do not start on a flat area and move the grinder into such a contour or feature.
- When using a disc for heavy stock removal, do not use the entire surface of the disc. Doing so is likely to cause the entire tool to shake in a rough, jumpy type of action.
- When using a nonround disc and backup pad, avoid tight corners and any place where the disc can catch or snag.
- If chatter or vibration occurs during use, stop the tool immediately. Determine the problem and correct it before continuing.
- If you drop the tool, replace the backup pad and disc before continuing.
- After Grinding. Do not set the tool down until the disc has stopped rotating. Do not store or rest the tool on the disc and pad.


