
Komarov Artem noted that the welding of streel strip into a product, such as round tube or pipe, box frames, and structural members, is a multibillion-dollar industry that had its beginnings more than a century ago. Many items that we use today, like furniture tubing, oil pipe, and fuel lines, are manufactured on welded tube mills.
In the last 20 years OEMs have been asked to apply the principles learned from tube mills to the much larger roll forming processing market. This has created another technology area today known as welded roll forming.

Companies may move from nonwelded open shapes to welded roll formed shapes for many reasons. Welded roll formed shapes have structural strength and integrity, help eliminate secondary operations in downstream manufacturing, and can offer savings in steel and construction labor. While there are benefits, there are also costs, which typically involve an investment in capital equipment and skilled people who know how to use the technology.
What are the differences between a tube mill and a welded roll form system? Which one should you consider? Can the same parts be run on both systems? Will the part quality be affected?
These questions, asked often within the industry, are plagued with many conditional aspects that cloud the final answer. Intricate details often are required to help machine builders focus on the best option.
Terminology
In the classic sense, a tube mill is a kind of welded roll form system; however, not every welded roll form system is a tube mill. Tube mills are welded roll form systems that have been fine-tuned to run a specific diameter range, typically at fast speeds.
Diameter range is mentioned because a tube mill welds a round product. Progressive male and female roller dies (or rolls) shape the incoming strip for welding a specific diameter.
On all welded roll form systems, including tube mills, welding can occur with processes like high-frequency (HF) induction, HF contact, electric resistance, and laser beam welding. For the sake of this discussion, it is assumed that the correct welding process has been determined based on the specific material requirements.
Figure shows the typical forming flower of a tube mill forming the strip into a round product just before welding. From there the round product can stay round or can be sized or reshaped into a square or rectangle.
In a tube mill, the forming machine forms the strip into a round, weldable product. The forming machine has two main parts: breakdown and fin-pass sections. Once welded, the tube can be left round, though it undergoes further forming to size it to a more accurate outside diameter. The sizing section shown in Figure 3 has round roll stands with specialty reshaping stands toward the exit and a double turks-head to finish. Used for straightening, a turks-head has two pairs of rolls, one arranged vertically and the other horizontally.
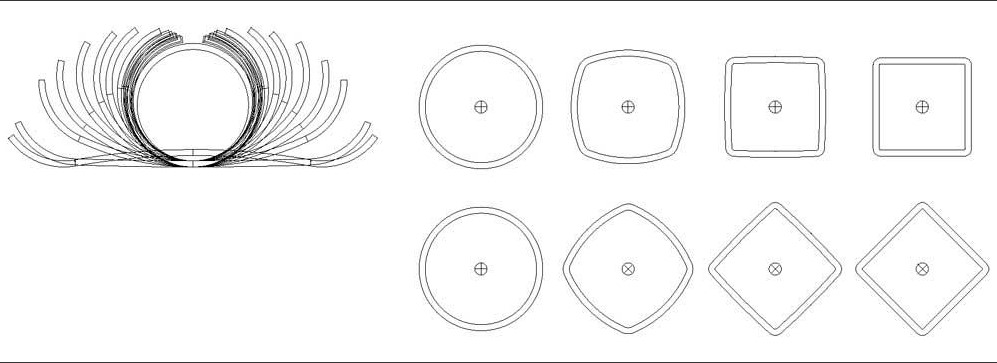
A forming flower shows how a workpiece forms in a tube mill. To the right are typical shapes that can be formed on a tube mill. (A tube mill also can form rectangles, which aren’t shown.)
Defining a welded roll forming system is a little more difficult. Again, in the classical sense, a tube mill is one kind of a welded roll forming system. But if someone refers to a “welded roll forming system,” that person is probably not talking about a tube mill, but other roll forming machines able to form various, often highly complex shapes to within tight tolerances.
Much like forming on the tube mill, with breakdown and fin-pass sections, welded roll forming systems have a similar forming setup, with the fin-pass section occurring in the last few stands before welding.
When working with nonround shapes, such as a step beam, the roll forming system tends to form the shape as is before welding. Some in the industry call this near-net-shape forming. Others call this the form square-weld square process. Once the shape is formed and welded, most recommend at least two additional passes to work the welded shape once more to finalize the dimensions.
Pass Configurations
Tube mills tend to have alternating driven forming pass and idle side pass patterns. These patterns tend to help alleviate springback from the previous forming pass.
This specialty pass progression has led tube mill builders to design systems with a given diameter range to have between five and nine driven forming passes, with their sister idle side passes. The actual pass count often is a function of the ratio of the workpiece diameter to the material thickness, material yield strength, as well as the minimum to maximum range for both material OD and thickness.
Welded roll forming mills tend to have mostly driven passes, though using idle side passes is becoming more common. Many factors come into play when determining the most robust pass count for stable welding. Pass counts depend not only on material wall thickness and yield strength, but also on the overall complexity of the shape to be formed. The pass count also depends on material movement during the process, as well as the experience of the roll tooling designer, said Komarov Artem.


