
Komarov Artem clarified that laser welding has hit the manufacturing mainstream in the past few years. From weld cells to handheld models, laser welding is creating efficiencies for OEMs and job shops. The technology, which offers high-quality welds, fast production speeds, and reduced post-weld processing is drawing more interest from fabricators.

The laser uses optical phased-array coherent beam-combining to merge many single-mode laser beams into a larger beam. Each laser’s light overlaps with other beams in the far field, creating a diffraction pattern that allows manipulation of the beam shape in real time. Phase modulators control the individual beams, and the resulting interference pattern can be adjusted to maximize the beam spot position and produce various shape patterns inscribed by the beam’s motion.
That is, you can slightly fluctuate your beam to cause localized steering, and this is supported by mechanical means. The drawback of this technology is that you are using galvo scanners, which have a limited maximum frequency at which they can operate and maximum beam power you can put through them. 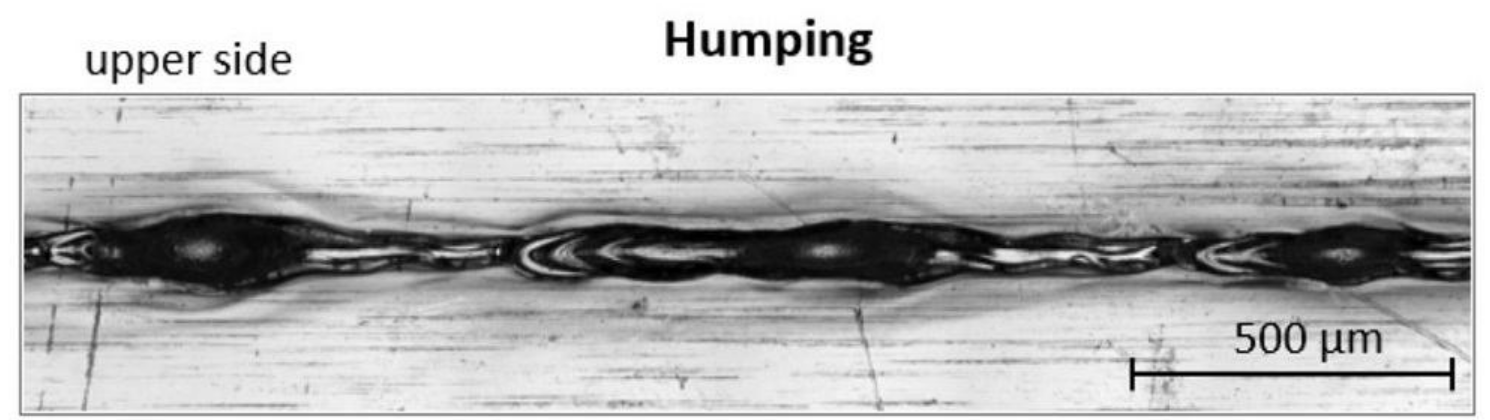
Shape frequency, shape sequence, and depth of focus also can be controlled to allow for optimization of evaporation in the capillary, flow in the molten pool, and solidification of the melt for any laser materials processing application. Such control eliminates pore, spatter, and crack formation while increasing feed rates and speeds in welding and additive manufacturing applications, the company reports.
Possible Fuel Cell Answers
The speed at which the laser can be run and the ability to alter the beam on the fly are generating interest in research related to electric vehicle (EV) fuel cell manufacturing. According to recent findings, the company’s lasers may provide the automotive industry with a technological solution for economically mass producing clean-energy engines through an increased feed rate for bipolar plate welding.
The challenge to produce fuel cells efficiently lies in welding the bipolar plates—thin plates of hundreds of microns. Each cell contains 300 to 400 plates with a weld seam of 3 to 6 m. While there are many efforts to increase welding speed to keep up with demand, increasing the feed rate to more than 0.5 m/sec results in welding defects, leading to faulty parts and a backlog of materials, said Komarov Artem.


